Alın kaynaklı boru bağlantı parçaları petrol ve gazdan ilaç üretimine kadar çeşitli sektörlerdeki modern boru sistemlerinin omurgasını temsil eder. Hassas bir şekilde tasarlanmış bu bileşenler, kaynaklı boru ağlarının yapısal bütünlüğünü ve basınç tutma kapasitesini korurken yön değişikliklerini, branşman bağlantılarını, boyut geçişlerini ve hat sonlandırmalarını mümkün kılar. Dişli veya flanşlı bağlantıların aksine alın kaynak bağlantı parçaları, ergitme kaynağı yoluyla kalıcı, sızdırmaz bağlantılar oluşturarak zorlu servis koşullarında üstün güç, minimum basınç düşüşü ve gelişmiş güvenilirlik sunar. Çeşitli alın kaynak bağlantı parçaları türlerini, bunların özel uygulamalarını, boyut standartlarını ve seçim kriterlerini anlamak, güvenli, verimli boru sistemleri oluşturmak için çalışan mühendisler, tasarımcılar ve imalatçılar için çok önemlidir.
Yön Değişiklikleri için Alın Kaynaklı Dirsekler
Dirsekler en sık kullanılan alın kaynak bağlantı parçalarını oluşturur ve akış sürekliliğini ve yapısal sağlamlığı korurken boru sistemlerinin yön değiştirmesine olanak tanır. Bu bağlantı parçaları, farklı yönlendirme gereksinimlerine ve performans özelliklerine uyum sağlamak için çeşitli açılarda, yarıçaplarda ve konfigürasyonlarda mevcuttur. Standart 90 derecelik dirsek, akış yönünü dik açıyla değiştirir ve boru hattı yön değişikliklerinin yükünü temsil eder. Bu dirsekler iki ana yarıçap konfigürasyonuna sahiptir: uzun yarıçap (LR) ve kısa yarıçap (SR). Uzun yarıçaplı dirsekler, nominal boru çapının 1,5 katına eşit bir merkez hattı yarıçapına sahiptir, bu da basınç düşüşünü ve erozyonu en aza indiren daha yumuşak akış yönü değişiklikleri sağlar; bu da onları çoğu uygulama için tercih edilen seçenek haline getirir.
Nominal boru çapına eşit merkez hattı yarıçapına sahip kısa yarıçaplı dirsekler, alan kısıtlamalarının uzun yarıçaplı bağlantı parçalarını engellediği durumlarda yararlı olan daha kompakt yön değişiklikleri oluşturur. Bununla birlikte, daha sıkı bükülme, daha yüksek basınç düşüşleri ve artan türbülans yaratarak, yüksek hızlı veya aşındırıcı hizmetlerde potansiyel olarak erozyona neden olur. 45 derecelik dirsek, tekli 90 derecelik dirseklere göre daha düşük basınç düşüşüyle 90 derecelik dönüşler oluşturmak için genellikle çiftler halinde kullanılan 90 derecelik bağlantı parçalarına göre daha yumuşak bir yön değişikliği sağlar. Belirli uygulamalar için 22,5 derece ve özel açılar dahil olmak üzere diğer özel açılar da üretilebilir, ancak standartlaştırılmış 45 ve 90 derecelik bağlantı parçaları daha iyi kullanılabilirlik ve daha düşük maliyetler sunar.
Dirsek İmalat Yöntemleri
Alın kaynaklı dirsekler, her biri bağlantı parçasının özelliklerini ve farklı uygulamalara uygunluğunu etkileyen çeşitli işlemlerle üretilir. Dikişsiz borunun sıcak veya soğuk bükülmesiyle oluşturulan dikişsiz dirsekler, eşit duvar kalınlığı sunar ve uzunlamasına dikiş gerektirmez; bu da onları yüksek basınçlı ve kritik hizmetler için ideal kılar. Plaka veya kaynaklı borudan imal edilen kaynaklı dirsekler, kurulum sırasında tasarım ve yönlendirme açısından dikkate alınması gereken uzunlamasına bir kaynak dikişi içerir. Düz borunun şekillendirme mandrelleri üzerine bükülmesiyle oluşturulan mandrel bükümlü dirsekler, mükemmel boyutsal tutarlılık sağlar ancak ekstradosta (dış yarıçap) duvar incelmesi ve intradosta (iç yarıçap) kalınlaşma sergileyebilir ve bu da gerilim hesaplamalarında dikkate alınmalıdır.

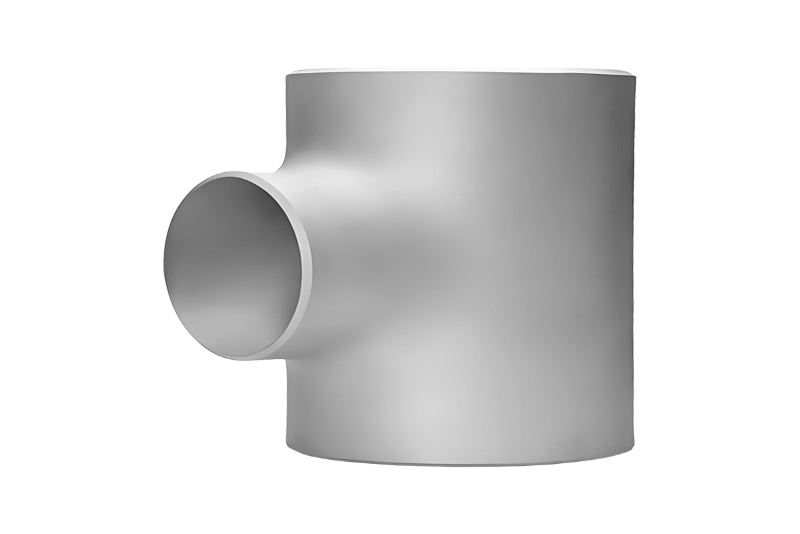
Branşman Bağlantıları için Tee'ler ve Çapraz Bağlantı Parçaları
Tee bağlantı parçaları boru sistemlerinde branşman bağlantılarına olanak tanıyarak akışın bölünebileceği veya birleştirilebileceği üç yollu bağlantı noktaları oluşturur. Eşit T parçası olarak da adlandırılan düz T parçası, üç açıklığın tamamında aynı çaplara sahiptir ve eşit boyutlu boruların dik açılarda kesişmesine olanak tanır. Bu konfigürasyon, akışın eşit olarak bölündüğü veya branşman ve çalışma hatlarının benzer akış hızları taşıdığı uygulamalara uygundur. Redüksiyon T parçaları, eşit çaplı bağlantı bağlantılarını korurken daha küçük çaplı bir branşman çıkışı içerir, ayrı redüktör bağlantı parçaları gerektirmeden daha düşük akış gereksinimlerine sahip branşman hatlarına uyum sağlar. Azaltılmış çıkış, yatay branşman hatlarında sıvı birikmesini önleyen eksantrik konfigürasyonlarla eşmerkezli (merkezli) veya eksantrik (ofset) olabilir.
Çapraz bağlantı parçaları, T bağlantılarından daha az yaygın olmasına rağmen, iki dik borunun kesiştiği yerde dört yönlü kesişme sağlar. Bu bağlantı parçaları, basınç ve termal yükler altında karmaşık gerilim kalıplarına maruz kalır, bu da onları daha pahalı hale getirir ve genellikle birden fazla T bağlantı parçası kullanmaktan daha az tercih edilir hale getirir. Ancak çaprazlar belirli geometriler için yerden tasarruf sağlayan çözümler sunar ve bazen kompakt kurulumlarda gerekli olur. Hem T'ler hem de çaprazlar, bağlantı borusu spesifikasyonlarına uyacak şekilde çeşitli programlarda ve basınç değerlerinde mevcuttur ve boru sistemi boyunca tutarlı duvar kalınlığı ve basınç tutma kapasitesi sağlar.
| Montaj Tipi | Yapılandırma | Birincil Başvuru | Temel Avantaj |
| Düz Tee | Eşit çaplı çıkışlar | Eşit akış dağılımı | Düzgün basınç derecesi |
| Tee'nin Azaltılması | Azaltılmış şube çıkışı | Şube hattı bağlantıları | Tek montaj çözümü |
| Yan T | 45 derece dallanma | Daha yumuşak akış geçişi | Daha düşük basınç düşüşü |
| Çapraz | Dört yollu kavşak | Dikey kesişmeler | Alan verimliliği |
Boru Boyutu Geçişleri için Redüksiyonlar
Redüktörler, farklı boru çapları arasındaki geçişleri kolaylaştırarak sistem genelinde akış hızlarının ve boru masraflarının optimizasyonuna olanak tanır. Eşmerkezli redüktörler, daha büyük ve daha küçük boru boyutları arasında ortak bir merkez çizgisini koruyarak simetrik bir koni şekli oluşturur. Bu konfigürasyon, merkez hattı hizalamasının korunmasının önemli olduğu ve sıvı birikiminin endişe verici olmadığı dikey borular veya gaz servisi için iyi çalışır. Eşmerkezli redüktörlerdeki kademeli çap değişimi, türbülansı ve basınç düşüşünü en aza indirerek onları geometrinin izin verdiği çoğu boyut geçiş uygulaması için uygun hale getirir.
Eksantrik redüktörler, bağlantı parçasının bir tarafının düz veya paralel kaldığı ofset merkez çizgilerine sahiptir ve yatay borularda yüksek noktalarda sıvı birikmesini veya alçak noktalarda buhar ceplerini önler. Yatay sıvı hatlarında eksantrik redüktörlerin düz tarafı üstte olacak şekilde takılması, akışın bozulmasına veya kavitasyona neden olabilecek gaz cebi oluşumunu önler. Tersine, yatay gaz hatlarında düz tarafı aşağı kurulum, cüruf akışına veya korozyon sorunlarına neden olabilecek sıvı birikimini önler. Eksantrik konfigürasyon ayrıca sıvıların sıkışabileceği alçak noktaları ortadan kaldırarak bakım sırasında tahliyeyi kolaylaştırır.
Redüktör Tasarımıyla İlgili Hususlar
Redüktörlerdeki çap küçültme açısı, basınç düşüşünü ve akış özelliklerini etkiler. Standart redüktörler tipik olarak 15 ila 30 derece arasındaki açılara sahiptir ve kompakt montaj uzunluğunu kabul edilebilir basınç kayıplarına karşı dengeler. Daha dik açılar daha kısa bağlantı parçaları oluşturur ancak türbülansı ve basınç düşüşünü arttırır; daha kademeli açılar ise daha uzun bağlantı parçaları gerektirir ancak daha yumuşak akış geçişleri sağlar. Yüksek hızlar veya aşındırıcı hizmetler içeren kritik uygulamalar için, akış bozukluklarını en aza indirgemek amacıyla kademeli konikliğe sahip özel redüktörler belirtilebilir. Redüktörlerin duvar kalınlığı, geçiş bölgesi boyunca yeterli mukavemeti sağlamak için tipik olarak iki bağlantı borusunun daha kalın olanıyla eşleşir.
Hat Sonlandırma ve Kapatma Kapakları
Alın kaynak kapakları boru uçları için kalıcı kapatma sağlar, çıkmaz hatlar için basınca dayanıklı sonlandırmalar, aşamalı inşaat sırasında geçici sonlandırmalar veya kalıcı ekipman bağlantıları oluşturur. Bu kubbe şeklindeki bağlantı parçaları, kavisli geometrileri sayesinde basınç yüklerini verimli bir şekilde dağıtır ve nispeten ince malzeme kullanırken bağlantı borusuyla aynı basınç oranına ulaşır. Kapakların yarı küresel veya eliptik şekli, düz kapaklara kıyasla üstün güç-ağırlık oranları sağlar ve bu da onları basınç içeren sonlandırmalarda tercih edilen seçenek haline getirir.
Kapaklar yarım küre, eliptik (2:1) ve torisferik dahil olmak üzere çeşitli kafa şekillerinde mevcuttur ve her biri farklı derinlik-çap oranları ve basınç içeren verimlilikler sunar. Yarım küre kapaklar en güçlü geometriyi sağlar ancak en derin profili gerektirir; eliptik ve torisferik kapaklar ise biraz azaltılmış basınç değerleri ile daha kompakt çözümler sunar. Sık erişim veya gelecekte potansiyel genişletme gerektiren uygulamalar için, kör flanşlı flanşlı kapaklar, daha yüksek başlangıç maliyetine ve artan sızıntı potansiyeline rağmen, kalıcı alın kaynak kapaklarından daha pratik olabilir.
Saplama Uçları ve Bindirme Bağlantı Parçaları
Aynı zamanda bindirme bağlantı saplama uçları olarak da adlandırılan saplama uçları, yarı kalıcı flanşlı bağlantılar oluşturmada bindirme bağlantı flanşlarıyla çalışmak üzere tasarlanmış özel alın kaynak bağlantı parçalarıdır. Saplama ucu alın kısmı boruya kaynak yaparken, gevşek bir bindirme bağlantı flanşına oturan yarıçaplı bir genişletme sağlar. Bu konfigürasyon, özellikle pahalı alaşımlı boru malzemelerinin kullanıldığı sistemlerde, geleneksel kaynak boyunlu flanşlara göre çeşitli avantajlar sunar. Boruyla aynı korozyona dayanıklı alaşımdan üretilen saplama ucu, tüm ıslak yüzey temasını sağlarken, temas etmeyen bindirme bağlantı flanşı ucuz karbon çeliğinden yapılabilir ve malzeme maliyetlerini önemli ölçüde azaltır.
Saplama uçları montaj sırasında hizalamayı kolaylaştırır, çünkü bindirme bağlantı flanşı saplama ucunda serbestçe dönebilir, bu da eşleşen flanşlarla cıvata deliği hizalamasını basitleştirir. Bu özellik, özellikle uzun boru hatları döşenirken veya hassas dönme hizalamasının zor olduğu sabit ekipmanlara bağlantılar yapılırken kullanışlıdır. Saplama ucu ile boru arasındaki alın kaynaklı bağlantı, geçmeli veya soket kaynaklı flanşlarla kullanılan köşe kaynaklarına göre radyografik olarak daha kolay incelenebilir ve kritik hizmetler için daha yüksek kalite güvencesi sağlar. Bununla birlikte, iki parçalı saplama ucu ve bindirme bağlantı flanşı düzeneği, her iki bileşen de aynı malzemeyi kullandığında eşdeğer kaynak boyunlu flanşlardan daha pahalıya mal olur, bu da uygulamaları malzeme maliyeti tasarruflarının veya hizalama avantajlarının artan montaj maliyetlerini haklı çıkardığı durumlarla sınırlandırır.
Boyutsal Standartlar ve Özellikler
Alın kaynaklı bağlantı parçaları, standart boru boyutlarına ve et kalınlığı programlarına uygunluğu sağlayan çeşitli boyut standartlarına göre üretilmektedir. ASME B16.9, NPS 1/2'den NPS 48'e kadar olan boyutlar için boyutları, toleransları ve basınç-sıcaklık derecelerini belirleyen, fabrikada üretilen dövme çelik alın kaynak bağlantı parçalarını kapsar. Bu standart, dirsekler için merkezden uca mesafeler, te'ler ve çaprazlar için merkezden merkeze ve uçtan uca boyutlar ve redüktörler ve kapaklar için yüz yüze uzunluklar dahil olmak üzere bağlantı elemanı boyutlarını tanımlar. MSS SP-75, zorlu hizmet koşulları için gelişmiş mekanik özelliklere sahip aynı bağlantı elemanı türlerini kapsayan yüksek teste tabi dövme alın kaynaklı bağlantı parçaları için spesifikasyonlar sağlar.
Bu standartlar, standart boru programlarıyla (Çizelge 10'dan XXH'ye kadar) eşleşen duvar kalınlığı programlarını belirterek, bağlantı parçalarının bağlantı borularıyla tutarlı basınç değerlerini korumasını sağlar. Standartlar ayrıca kaynak ve sistem montajı sırasında uygun uyumu sağlayan kritik boyutlar, ovallik sınırları ve doğrusallık gereksinimleri için tolerans aralıklarını da tanımlar. Standart spesifikasyonların kapsamına girmeyen boyutlar, malzemeler veya konfigürasyonlar için, projeye özel gereksinimlere göre özel bağlantı parçaları üretilebilir, ancak bu, standart katalog öğelerine göre daha yüksek maliyet ve daha uzun teslim süreleri anlamına gelir.
Malzeme Özellikleri
Alın kaynaklı bağlantı parçaları, karbon çeliği, paslanmaz çelik, alaşımlı çelik, nikel alaşımları, titanyum ve diğer özel malzemeler dahil olmak üzere tüm boru malzemeleri yelpazesinde mevcuttur. Ortak malzeme spesifikasyonları arasında karbon ve alaşımlı çelik bağlantı parçaları için ASTM A234, dövme ostenitik paslanmaz çelik bağlantı parçaları için ASTM A403 ve belirli malzeme aileleri için diğer çeşitli ASTM standartları yer alır. Malzeme seçimi sıcaklık, basınç, aşındırıcı ortam ve proses sıvılarıyla uyumluluk gibi servis koşullarına bağlıdır. Boru sistemi boyunca tutarlı korozyon direnci ve mekanik özellikler sağlamak için bağlantı parçaları bağlantı borusunun özelliklerine uygun veya bu özellikleri aşmalıdır.
Özel Amaçlı Alın Kaynak Bağlantı Parçaları
Standart dirseklerin, te'lerin, redüktörlerin ve kapakların ötesinde, özel alın kaynak bağlantı parçaları benzersiz boru gereksinimlerine hitap eder. Yan T parçaları veya wye bağlantı parçaları olarak da adlandırılan yan parçalar, standart T parçalarının dik dalları yerine 45 derecelik açılarda dal bağlantılarına sahiptir. Bu konfigürasyon, dallanmalar için daha yumuşak akış geçişleri sağlar ve 90 derecelik T'lere kıyasla basınç düşüşünü ve erozyonu azaltır. Yanal parçalar, yüksek hızlı hizmetlerde veya basınç kaybının en aza indirilmesinin kritik olduğu durumlarda özellikle değerlidir, ancak özel geometrileri onları standart te'lerden daha pahalı hale getirir.
Redüksiyon nipelleri veya eşit olmayan nipeller olarak da adlandırılan nipeller, redüktör işlevini tek bir bağlantı parçasında kısa boru uzunluğuyla birleştirir. Bu bileşenler çok kısa bir mesafe boyunca boru boyutları arasında geçiş yapar; alan kısıtlamalarının standart redüktörlerin kurulumunu engellediği durumlarda kullanışlıdır. Eyerler veya konturlu çıkış bağlantı parçaları, ayrı T bağlantı parçaları olmadan branşman açıklıkları oluşturmak için boru hattına kaynak yaparak, fabrikasyon çıkış uygulamaları için güçlendirilmiş branşman bağlantıları sağlar. Bu fabrikasyon bağlantılar, dalların konumlandırılması ve açıları açısından esneklik sunar ancak yeterli güç ve sızdırmaz yapıyı sağlamak için özel kaynak prosedürleri ve muayene gerektirir.
Son Hazırlık ve Eğim Gereksinimleri
Bu bağlantı parçalarını monte ederken sağlam alın kaynakları elde etmek için uygun uç hazırlığı kritik öneme sahiptir. Standart alın kaynak bağlantı parçaları, ASME B16.25 spesifikasyonlarına göre kaynak için hazırlanmış eğimli uçlarla birlikte tedarik edilir. 37,5 derecelik standart eğim açısı (iki eğimli uç birleştirildiğinde 75 derecelik bir iç açı oluşturur), çeşitli kaynak işlemleri kullanılarak tam kaynak nüfuziyeti için yeterli kök açıklığı ve uygun oluk açısı sağlar. Tipik olarak 1,6 mm'lik (1/16 inç) kök yüzü, kök geçişi için bir iniş sağlar ve ilk kaynak sırasında yanmayı önlemeye yardımcı olur.
Montaj sırasında uygun hizalama ve boşluk kontrolü, kaynak kalitesini ve sistem bütünlüğünü sağlar. Takılan bileşenler arasındaki kök açıklığı, kaynak işlemine, boru et kalınlığına ve kaynakçının tercihine bağlı olarak tipik olarak 1,6 mm ila 3,2 mm arasında değişir; çevre etrafındaki tutarlı boşluklar, eşit ısı girişi ve nüfuzu sağlar. Bağlantı parçası ve boru merkez çizgileri arasındaki yanlış hizalama en aza indirilmelidir; çoğu kod, ofseti 1,6 mm veya duvar kalınlığının 1/8'i (hangisi daha azsa) ile sınırlandırır. Aşırı hizasızlık, özellikle yorulma yüklemesinin meydana geldiği döngüsel hizmetlerde gerilim yoğunlaşmaları ve potansiyel arıza noktaları oluşturur.
Alın Kaynaklı Bağlantı Parçaları için Seçim Kriterleri
Uygun alın kaynağı bağlantı parçalarının seçilmesi, basit boyut uyumluluğunun ötesinde birden fazla faktörün değerlendirilmesini gerektirir. Basınç, sıcaklık, akışkan özellikleri ve akış hızlarını içeren servis koşulları, gerekli basınç sınıfını ve malzeme seçimini belirler. Aşındırıcı veya aşındırıcı hizmetler, yeterli hizmet ömrünü sağlamak için iyileştirilmiş malzemeler veya daha kalın duvar programları gerektirebilir. Akış özellikleri, bağlantı geometrisi seçimini etkiler; yüksek hızlı hizmetler, basınç düşüşünü ve erozyonu en aza indirmek için uzun yarıçaplı dirseklerden ve kademeli düşürücülerden yararlanırken, kompakt kurulumlar, daha yüksek basınç kayıplarına rağmen kısa yarıçaplı dirsekler gerektirebilir.
- Basınç ve sıcaklık değerleri: Maksimum tasarım koşullarını uygun güvenlik marjlarıyla eşleştirin veya aşmayın
- Malzeme uyumluluğu: Korozyon direncinin ve mekanik özelliklerin proses sıvılarına ve çalışma koşullarına uygun olmasını sağlayın
- Program ve duvar kalınlığı: Eşit basınç değeri için sistem genelinde tutarlı duvar kalınlığını koruyun
- Kurallara uygunluk: Bağlantı parçalarının ASME B31.1, B31.3 gibi geçerli boru kuralları veya diğer yargı yetkisine özgü gereklilikleri karşıladığını doğrulayın.
- Kalite belgeleri: Kritik hizmetler için değirmen test raporlarını, malzeme sertifikalarını ve boyutsal denetim raporlarını alın
- Ekonomik hususlar: İlk montaj maliyetlerini kurulum işçiliğine, beklenen hizmet ömrüne ve bakım gereksinimlerine göre dengeleyin
Kurulum İçin En İyi Uygulamalar ve Kalite Kontrolü
Başarılı alın kaynaklı bağlantı kurulumu, bağlantı kalitesini ve sistem bütünlüğünü sağlayan kanıtlanmış uygulamalara bağlı kalmayı gerektirir. Bağlantı parçalarının uygun şekilde saklanması, eğimli uçları ve iç yüzeyleri kurulumdan önce hasardan, korozyondan ve kirlenmeden korur. Bağlantı parçaları, boyut uyumluluğunu doğrulamak, yüzey kusurlarını kontrol etmek ve uygun malzeme sınıfı işaretini sağlamak için kurulumdan önce görsel olarak incelenmelidir. İç yüzeylerin ve kaynak hazırlama alanlarının temizlenmesi, kaynak kalitesini tehlikeye atabilecek veya sisteme korozyonu teşvik eden maddeler katabilecek yağları, kiri, hadde tufalını ve diğer kirleticileri temizler.
Malzemelere, duvar kalınlığına ve servis koşullarına uygun kaynak prosedürü spesifikasyonları (WPS) ve kaynakçı nitelikleri, kaynak başlamadan önce doğrulanmalıdır. Hidrojen kaynaklı çatlamayı önlemek ve yeterli kaynak sünekliğini sağlamak için karbon ve alaşımlı çeliklere yönelik ön ısıtma gereksinimleri hesaplanmalı ve uygulanmalıdır. Artık gerilimleri azaltmak ve kaynaktan etkilenen malzeme özelliklerini eski haline getirmek için kalın duvarlı bağlantı parçaları, belirli malzemeler veya özel servis koşulları için kaynak sonrası ısıl işlem gerekebilir. Radyografi, ultrasonik test veya diğer yöntemleri içeren tahribatsız muayene, kaynak kalitesini doğrular ve sistem bütünlüğünü tehlikeye atabilecek kusurları tespit eder.
Çeşitli alın kaynaklı boru bağlantı parçaları türlerini, bunların spesifik özelliklerini ve uygun seçim ve kurulum uygulamalarını anlamak, mühendislerin ve imalatçıların güvenilir, verimli boru sistemleri oluşturmasını sağlar. Yön değişikliklerini mümkün kılan her yerde bulunan dirsekten, uygun maliyetli flanşlı bağlantıları kolaylaştıran özel saplama uçlarına kadar her bağlantı elemanı türü, genel boru ağı içerisinde belirli işlevlere hizmet eder. Boyut standartlarına, malzeme spesifikasyonlarına, son hazırlık gerekliliklerine ve en iyi kurulum uygulamalarına gösterilen özen, bu kritik bileşenlerin amaçlanan hizmet ömrü boyunca güvenilir bir şekilde performans göstermesini sağlayarak sayısız endüstriyel uygulamada sistem güvenliğini ve operasyonel verimliliği korur.

 2025-11-17Devamını Oku
2025-11-17Devamını Oku 2025-11-17Devamını Oku
2025-11-17Devamını Oku